如果你想要更深入地了解我们的轧辊钢无缝钢管厂家品牌专营产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:浙江宁波轧辊钢无缝钢管厂家品牌专营的图文介绍
新物通物资(宁波市分公司)建于2012,现拥有50多专业技术人员,我公司是一家拥有完整技术研发、市场销售、设计施工、售后服务为一体的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管厂家,是 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管的专业生产厂家,并可根据用户需要进行设计生产,具有承揽大型 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管订单的能力,产品销往全国各地,深受用户好评。


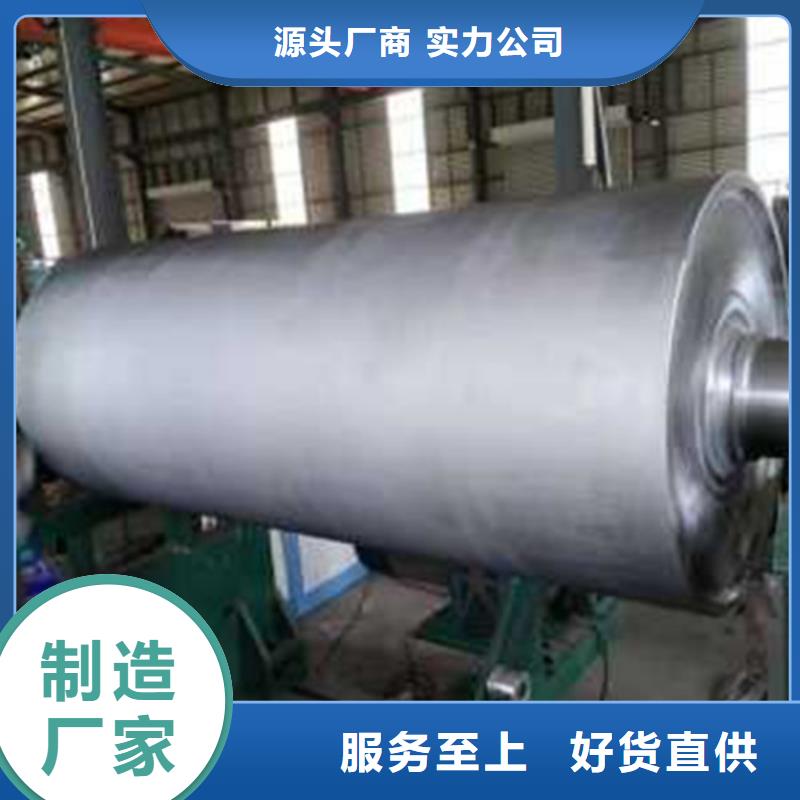
无论采用何种冶炼方式,对原料和辅助材料的要求均很严格。冶炼时选用硫、磷以及其他杂质含量低的优质生铁和废钢。对造渣材料如石灰和萤石、铁矿石以及各种铁合金、脱氧剂、增碳剂等除了有严格的质量规定外,使用前还要彻底干燥,以防气体和夹杂带入钢水中。冶炼须在炉体良好的情况下进行。冶炼好并且成分合格的钢水一般在高出液相线温度80~120℃下出钢。若采用真空处理或浇铸,出钢温度要相应提高,以补偿这些工序带来的温度损失。出钢、真空处理和浇注所用的出钢槽、钢水包、中间罐以及钢锭模、浇道、冒口等均经过严格的检查,以避免钢水在出钢、处理和浇注过程中带入夹杂。轧辊钢锭的浇注可分为上注和下注。与上注法相比,采用下注法浇注的钢锭表面质量要好。但下注法对浇道耐火材料的要求严格。


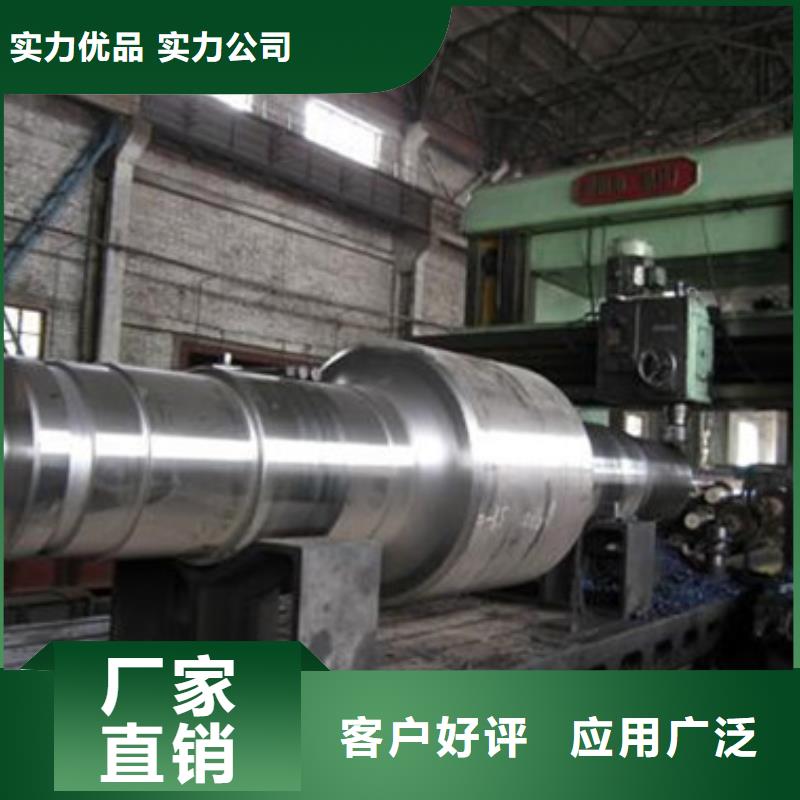
轧辊是轧机的主要消耗工艺件,在轧钢过程中消耗量大,占轧制成本一定的比例。轧辊质量对轧机作业率、质量和产量、轧辊消耗影响较大,所以大部分轧辊使用高合金,单价非常高。轧辊消耗的主要是表层一定深度的工作层,大型支承辊工作层半径方向100mm左右,大型工作辊一般为半径方向50mm,工作层重量占轧辊重量比例并不大。正常情况下轧辊使用到报废极限时(即工作层消耗完)或者出现较大的缺陷时,轧辊就整体报废,辊芯部分按照废钢处理,对成本影响很大。
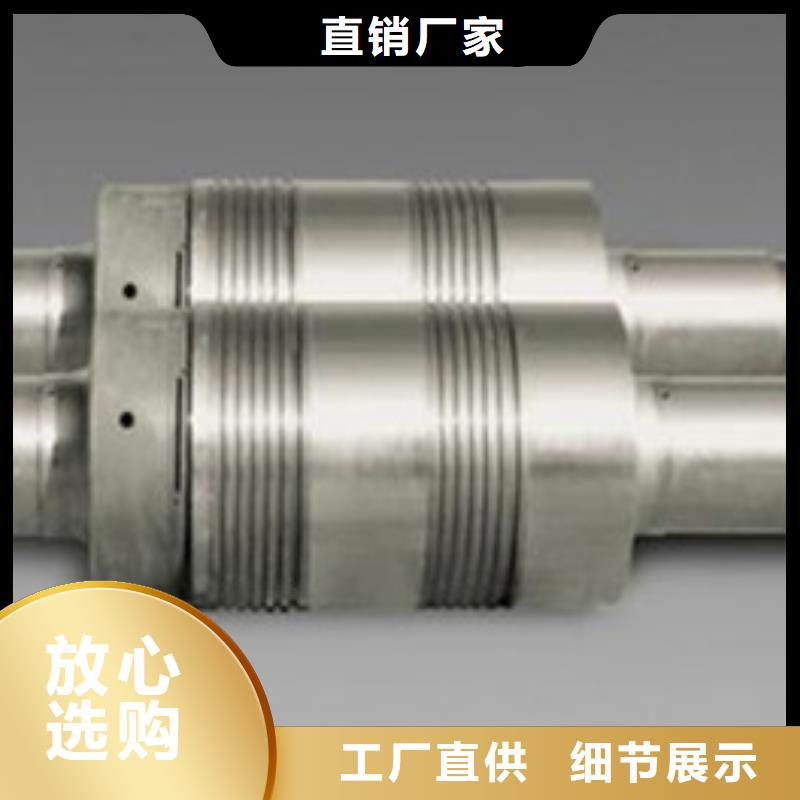
轧辊修复就是将工作层进行修复,通常采取堆焊方式,当轧辊使用到报废极限时或者轧辊出现较大缺陷时,进行堆焊修复工作层。这样轧辊芯就可以实现重复利用,从而能够大幅降低轧辊消耗,降低生产成本。







 扫一扫
扫一扫